
ABS is a very popular material used for many everyday objects. It can be 3D printed, extruded, injection molded and other processing methods. ABS can be used to make a wide variety of objects from toys and replica weapons to industrial machinery parts. In this article I will try to introduce the properties and applications of the mentioned material.
ABS is a technical material, meaning it is used directly to create models. It is used in FDM (FFF) technology, in which VSHAPER 3D printers work. Its properties make it often used for rapid prototyping. Additionally, ABS models can be fully functional and run at full load. ABS filaments can be colored at the stage of production (during ordering the material), thanks to which a wide range of colors of this material is available.
In printing with the use of ABS felt, it is important to warm up the material before printing and to ensure proper temperature in the chamber (all VSHAPER 3D printers have closed printing chambers, thanks to which maintaining constant proper conditions is very easy) in order to avoid soaking the material with moisture from air. It is also recommended to apply heating of the working bed so that the model does not peel off during printing.
It is worth knowing that the fumes produced during ABS printing are toxic and the 3D printing emits an unpleasant odor. Therefore, it is best to use ABS 3D printers with a closed chamber in a well-ventilated room.
Another important information when choosing a material may be that ABS is a relatively inexpensive filament which allows it to be used when multiple printing attempts are made.

Acrylonitrile Butadiene Styrene as that is the full name of ABS has strong hygroscopic properties, it is important to store it properly in a tight seal to prevent it from absorbing moisture. Before printing, the material should be heated in an appropriate temperature in order to dry it. Improper storage and lack of warming before ABS printing can lead to problems in the printing process and thus to incorrect model making and the need to repeat the process.
ABS is a medium hardness material (the force needed to bend the material) and has a high impact strength (resistance to dynamic loads such as point pressure or impact) which allows the material to perform very well in mechanical systems, among other applications.
Resistance of ABS to rapid temperature increases is one of the very important characteristics of this material. It is resistant to rapid temperature increases, however, it is not designed for permanent operation at temperatures above 90°C. For temperature peaks this value is as high as 140°C without any loss of properties.
ABS can be machined mechanically, chemically and also by temperature, so the finish of the model can be really precise.
It is a high shrinkage material. This property makes it necessary to properly prepare the project and configure the printer so that the prints are of high quality. VSHAPER 3D printers have pre-installed settings for specific types of filament, so you won’t have to worry about calibrating the print but if you’re a pro – you’ll be able to edit the parameters at will.
Unwanted:
Desirable:
ABS allows the use of models both for presentation and testing of prototypes in terms of shape, aerodynamics, visual and technical aspects as well as for small series production of fully functional parts and tools. ABS is a highly valued material for products where resistance to rapid temperature increases and the previously mentioned impact strength and hardness are important.
Models that are 3D printed are ready to use right after process is ended, however often to improve properties of the model they undergo postprocessing or additional processing after being taken out of 3D printer. Each available material is processed differently. Below are the ways of ABS postprocessing:
This type of processing consists in grinding the model with e.g. sandpaper of proper gradation. In this way we can bring the the model made of ABS to the desired smoothness, reduce the visible divisions of layers. However, mechanical processing will not allow us to achieve the effects that the next method has to offer.
Advantages:
This method of processing ABS models uses acetone. It is possible to polish prints with a cloth and with a vapor of acetone.
Using a soaked cloth will allow for more control in the print processing you will get exactly the effect you want if you are skilled enough.
Advantages:
However, if we choose to post-process ABS with acetone vapor, the process will be very uniform and allow us to smooth out hard-to-reach areas and even the interior chambers of the model.
Advantages:
Thanks to treatment with acetone we can seal the printed model very well which can be very important in some industries.
Heat treatment of ABS is a way to make the surface of printed model more uniform and to get rid of imperfections created during printing, so called threading. By heat treating you also get a smooth glossy surface of the model.
Advantages:
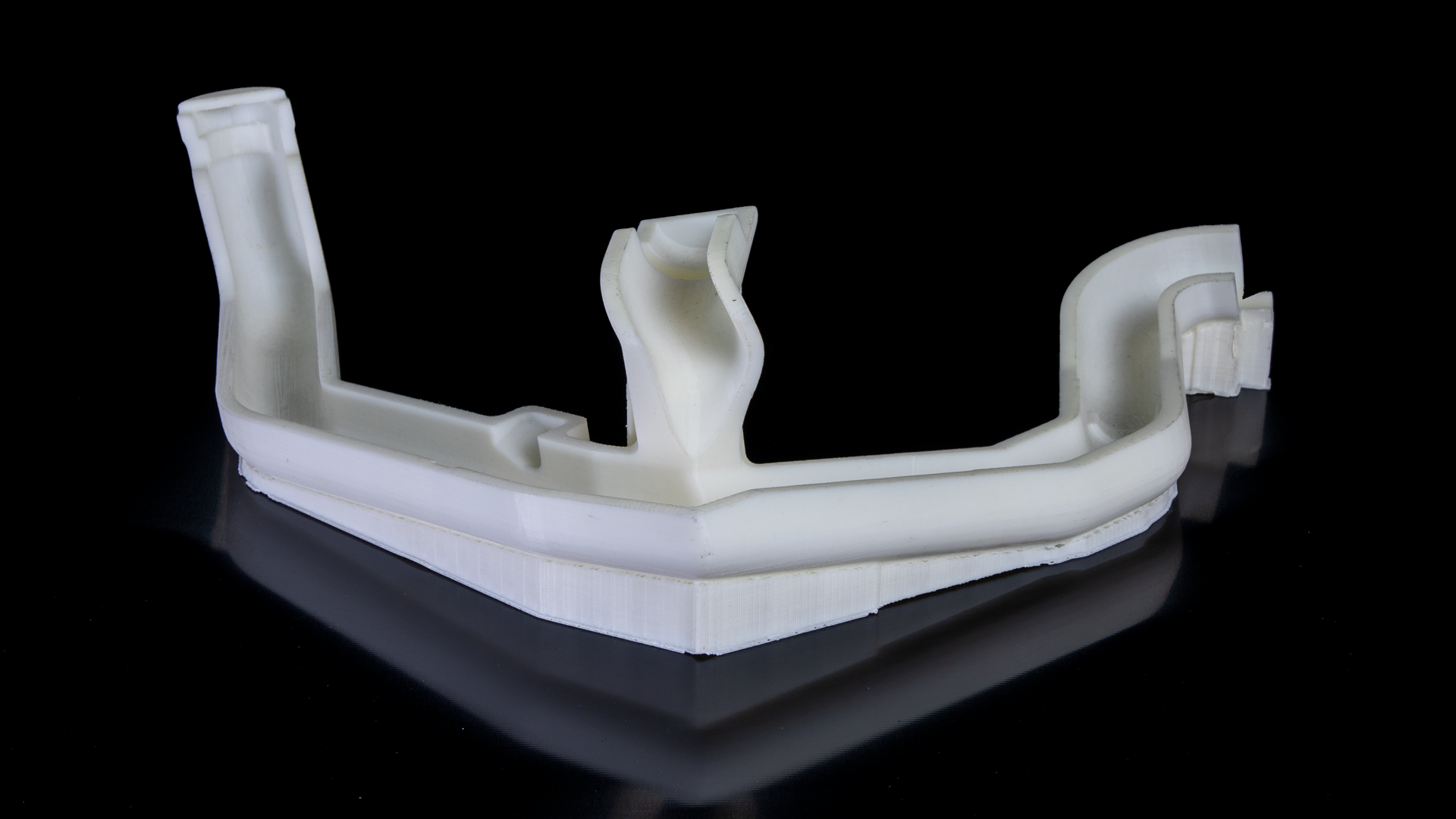
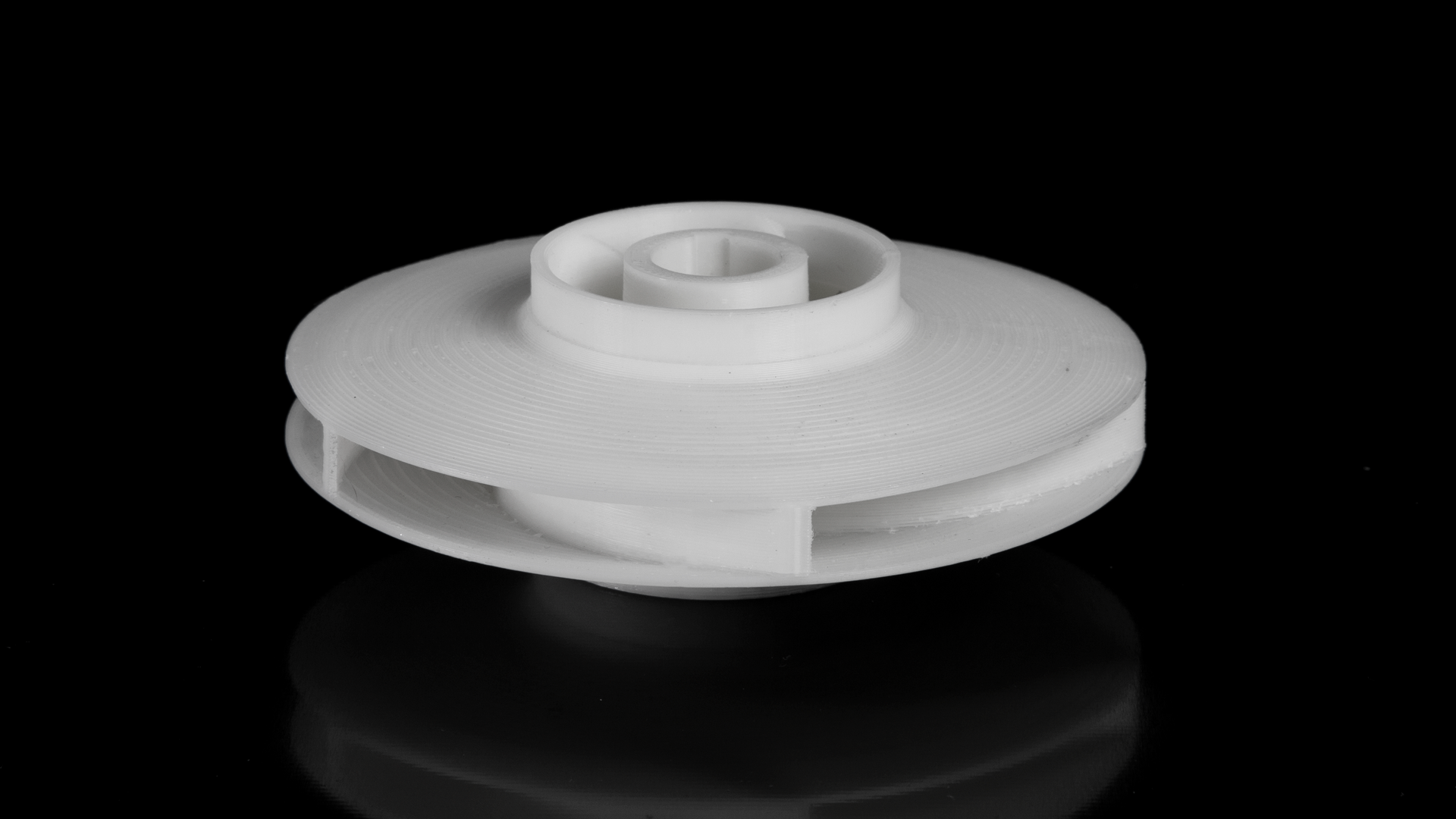
Below you can see a gallery of sample models with ABS, some of them were prepared only for the purpose of prototype presentation and some of them were actually implemented into the work.


A very important factor when printing with ABS material is to properly dry the filament before starting the process. If the material is not properly dried – during printing you will hear characteristic crackling sounds caused by the increase of pressure of evaporating water.
Drying is done by putting it in the oven the material at a temperature of 60°C – 70°C for 6-8 hours. When finished it can be used for 3D printing. It is important to keep the filament closed during printing, e.g. in a space intended for storing filaments in the printer, in order to limit the access of moist air to the roll of filament during printing.

ABS is a material very often used in 3D printing in FDM method. It can be used to print demonstration parts, prototypes and fully functional elements. It is susceptible to mechanical, chemical and temperature processing. It has high chemical and temperature resistance, high impact strength and hardness but not abrasion resistance. The fumes produced during printing are toxic and the temperature of the printing chamber and work table should be at the right level. The printing temperature is within the range of 240-250°C. The material should be dryed before printing because of its high hygroscopicity.

