Prototyp nowego modelu firmy INVEST tworzony we współpracy z VSHAPER.
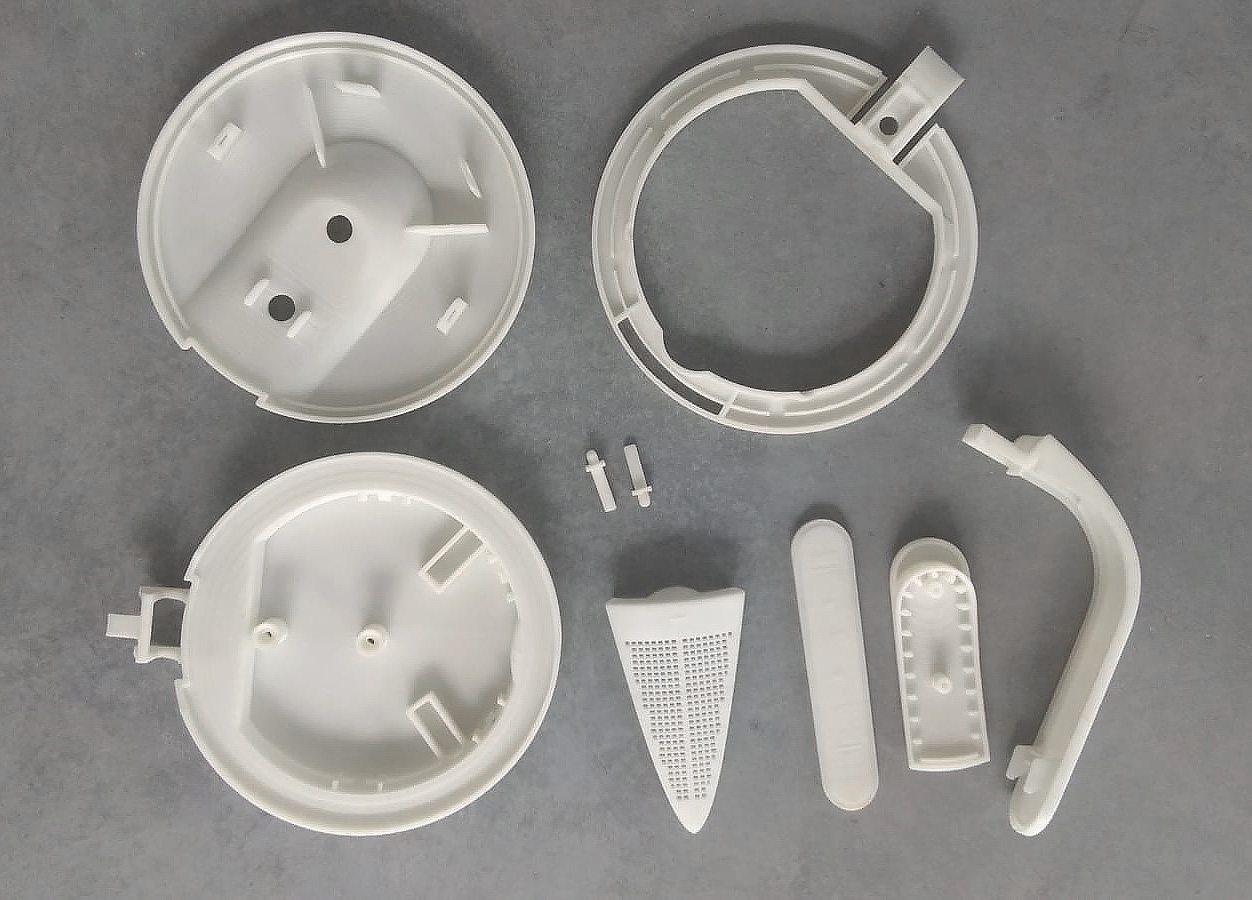
Precyzyjny wydruk 3D materiałami o zadanych parametrach wymaga pogłębionej wiedzy dotyczącej kluczowych aspektów technologii FDM. Innowacyjne rozwiązania VSHAPER gwarantują sprawne operowanie ustawieniami warunków druku oraz kontrolę dynamika drukowanego włókna. Precyzyjny wydruk pojedynczych elementów różnej wielkości i skomplikowania, po złożeniu tworzących sprawne funkcjonalnie mechanizmy był kluczowym czynnikiem dla firmy INVEST.
Idealne dopasowanie drukowanych części.
Technika druku 3D w technologii FDM, pozwala na tworzenie skomplikowanych kształtów o stopniu swobody projektowania nieosiągalnym przy użyciu tradycyjnych metod produkcji. Dzięki łatwości uruchomienia produkcji stanowi realną alternatywę dla wytwarzania małych i średnich wielkości serii oraz wysoce dostosowywanych części, np. prototypów, spersonalizowanych urządzeń lub struktur o złożonej geometrii.
Projekt firmy INVEST został przeanalizowany przez specjalistów druku VSHAPER i opracowano odpowiednią specyfikację procesu. Parametry mechaniczne filamentu mogą ulec zmianie poprzez zmianę profilu termicznego drukowanego materiału oraz umiejętnego operowania temperaturą grzania i chłodzenia komory roboczej maszyny. Technologię druku dobrano tak aby precyzyjnie odwzorować najdrobniejsze elementy projektu.
Struktury podporowe – czy mój model ich potrzebuje?
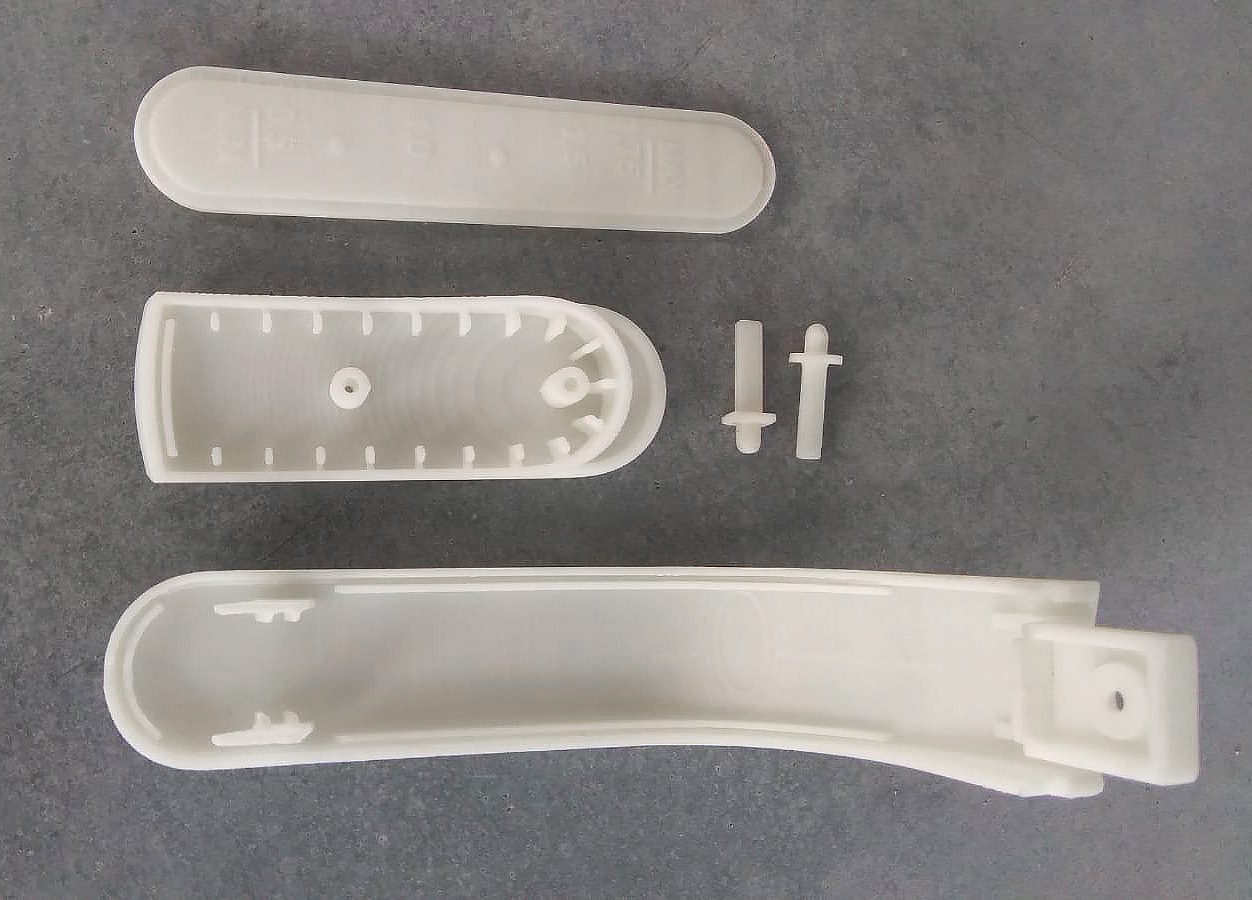
Nachylenie powierzchni w procesie FDM uzyskuje się dzięki lekkiemu przesunięciu warstwy. Oznacza to, że elementy o kątach do 45° można tworzyć bez podpór. Jeśli jednak część modelu ma kąt nachylenia większy niż 45° lub zawiera elementy, takie jak mosty i wystające powierzchnie większe niż 5 mm, niezbędne jest zastosowanie podpór. Głównym celem ich stosowania jest precyzyjne zachowanie geometrii modelu oraz uniknięcie odkształceń i rozwarstwień ścieżek.
Podpory pozwalają dokładnie odwzorować geometrię modelu i w pełni kontrolować zadaną formę. Ścisłe przyleganie filamentu do struktur podporowych gwarantuje dokładność druku pojedynczych elementów mających po złożeniu tworzyć funkcjonalną całość. Następnie należy je usunąć.